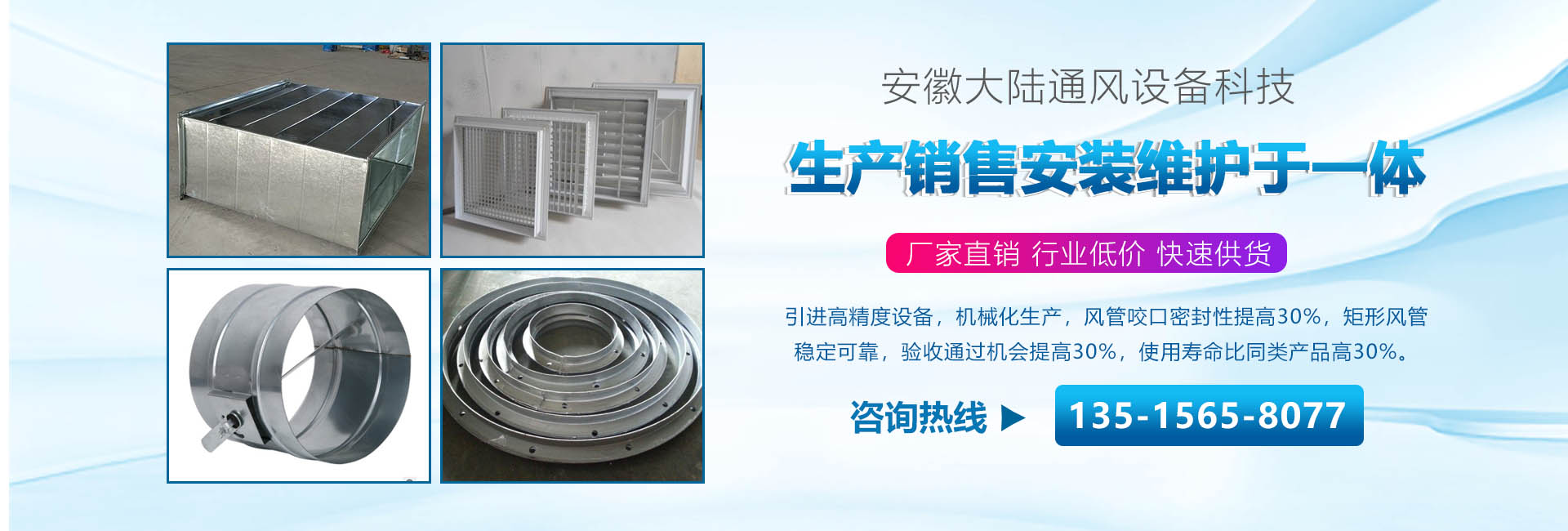


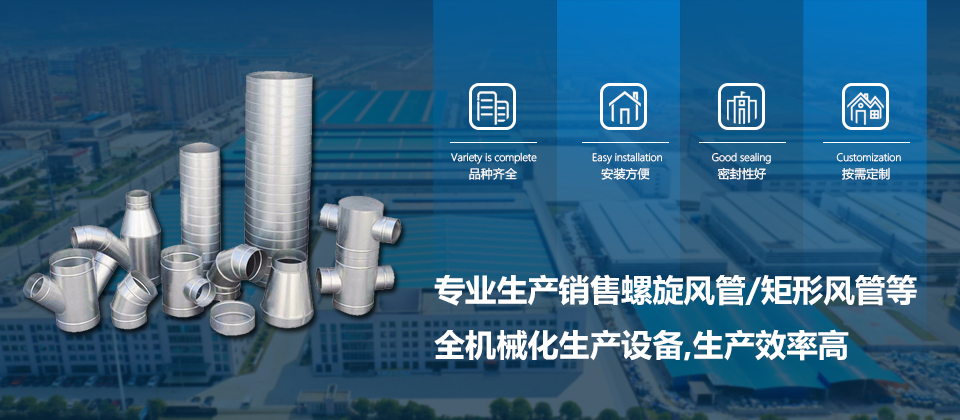


螺旋风管市场上为了使设备达到节能环保的目标,各企业均围绕节能环保的主题开展相关活动, 在新产品开发、产品设计、制造工艺、生产线技术改造等方面加大投入力度,促进设备的升级。螺旋风管自投放市场以来,因其本身具有卓越性能及低廉的动作成本,在通风、空调系统中的应用不断得到推广,目前大部分产品也广泛应用于造船、通风、净化、桥梁除尘、机场、隧道等建筑行业。







螺旋圆风管的配件的生产已高度自动化、系统化,并具有工业化的质量控制。螺旋风管是用金属带料卷制成螺旋形咬缝的薄壁管,圆形,无焊接,黄山风管,不漏气,不漏水,多用于送风和散装物料输送,通风管道,代替传统的白铁管(即手工咬缝铁管)。是风管的一种,全机制,直管无需手工敲打。
为了能够节省人工及材料,施工方能够计算出每一种规格的螺旋风管,并且注意在计算风管长度的时候要减去其他管件长度,如三通、风阀、弯头等。精密的咬口成型工艺:进口设备所采用的模具均为特种钢材结构,即使使用了三五年,其压制模具的表面仍保持不变,使得镀锌钢板的表面不受损伤,大大的延长了风管的使用寿命,同时接缝均匀平整、咬口紧密、连接力强、密封性好。


不锈钢螺旋风管的焊接加工过程,或者说是它的加工流程有哪些呢?
1.管子下料
(1)应严格按照图纸进行,材料在切割前要仔细核对尺寸是否正确。
(2)下料时,要避免出现材料浪费。
(3)如果管道材质比较特殊的话,应先整体排料,然后再下料,以便控制好管子的用量。
(4)如果使用不锈钢管,那么切割时应使用机械或者等离子切割,其余的可使用火焰切割。
(5)切口端面的倾斜偏差,不能超过2毫米。
2.坡口制备
应按照规范要求进行,连接主要是采用焊接。如果是中、低压管道坡口,镀锌风管价格,宜采用V型;如果是高压管道,镀锌风管,则采用YV型坡口。坡口加工应平整,没有任何缺陷。
3.焊口组对
是对管道组对,在这之前要清理管道接口。
4.管道预制
进行管道预制时,应有严格的预制允许偏差,而且预制件应按规定要求进行编号,以便进行质量控制。
5.管道对接焊口的组对
管道对接焊口的组对,应做到内壁齐平,且错边量不宜超过壁厚的10%。



 在线客服
在线客服 13515658077
13515658077 370869838@qq.com
370869838@qq.com


